价 格
订货量
¥980.00
1 - 99
¥750.00
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
≥100
| 产品特性:电动型 | 加工定制:是 | 品牌:成泽 |
| 材质:碳钢 | 输送带类型:皮带输送机 | 适用环境:耐热、 防潮、 其他 |
| 应用范围:矿场、煤场、电厂 | 样品或现货:现货 | 是否标准件:标准件 |
| 是否进口:否 | 型号:DRLJ-1400 | 拉力强度:普通 |
| 带宽:1400mm | 节距:1200mm | 螺距:16mm |
| 网丝直径:10mm |
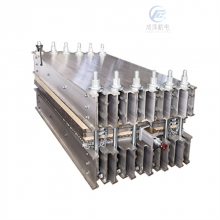
胶带硫化修补机硫化连接的具体步骤:将钢丝绳芯输送带根部的钢丝绳用角磨机磨成一个斜面,然后沿斜面向外磨,去掉原钢丝绳芯传送带外表的毛。用清洁和研磨面。
钢丝绳芯输送带和钢丝圈的铺设,先在下加热板外表铺一层干净的塑料膜,然后铺一层粘合资料,使粘合资料与两头接头的斜面共同。然后,依据要求将好的钢丝搭接,刷上胶水,以确保胶水涂布均匀、布均匀。然后摊铺橡胶资料,也要使橡胶资料与两头的斜面重合,在上面摊铺一层塑料薄膜,完结钢丝绳芯输送带接头和钢丝圈的铺设。
放置下胶带硫化修补机架子,使端部对齐,机架中心线与钢丝绳传送带中心线对齐。然后放置水盘、压板和硫化板,硫化板放置在其工作面的中心线上作为参考,并与钢丝绳芯输送带的中心线对齐。
钢丝绳芯输送带的粘合部分按工艺制成后,用挡铁将粘合部分的两边夹紧。然后放上硫化板、水压板和隔热板,放在框架上。工作面中心线要求与钢丝绳芯输送带中心线对齐,衔接螺栓逐一装置拧紧。
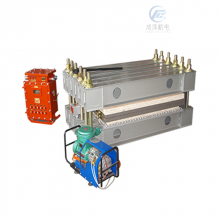
固化机紧固后,分别衔接高压水管、线塞和压力泵。
准备好后,仔细检查每个部件,确认无误方可启动。加热电源的设定温度为140~150°,硫化开始时,水压加压至1Mpa。当硫化加热至100°时,持续加压至1.4Mpa。当温度升至140~145°时,坚持加热20分钟。保温时间往后,硫化完毕。当自然冷却到达60°时,拆开胶带硫化修补机设备,完结钢丝绳芯输送带的硫化。
胶带硫化修补机,